Dealcoholization System for Beer and Wine
Base at our innovation technology (cyclic distillation) we development dealcoholization of beer, wine, cider and other beverages. Our technology while preserving all the qualities of the final products (beer and wine): taste, odor, chemical composition, etc. Innovation solution base at Cyclic Distillation Coaxial Columns that uses continuous vacuum rectification to ensure a gentle removal of alcohol for a quality and enjoyable final product. The vacuum distillation provide low temperature and pressure of the process that provide to save all end product properties: aroma, taste, physical and chemical properties change. Our vacuum distillation system is fully controlled (automated) at all stage of production with friendly software that focus at customer needs.
Advantage
• The remove of alcohol with minimal loss of arom
• Low temperature vacuum technology
• Process energy (steam) saving up to 30%
• The trays in our columns does not need cleaning
• The height of our columns in two times lower than the traditional columns
• The dealcoholization of end product less than 0.1 % alcohol
• Flexibility for different products and formulations
• Fully automated system
• Unit capacity: form 200 to litter per hour
Process Description
There is technological flow sheet of vacuum distillation unit for de-alcoholization of wine in the annex #1. System include two distillation columns. The beer column is first in the technological process. It has function of concentration alcohol (ethanol) and accompanying aromas from wine. To get wine with range of de-alcoholization 0.05 - 0.5% vol. we needed 12 distillation trays, for range 3-7% vol. – only 5 trays. The second column is hydroselection, that concentration aroma and include 14 trays. The beer column is operating under vacuum. The function of hydroselection column is concentration of aromas in the column top and returned it to de-alcoholization wine (final product) with 5% of the total removed alcohol (ethanol). As final, we removed 100% of alcohol (ethanol) from substance and then returned to the final product all aromas with alcohol concentration 5%
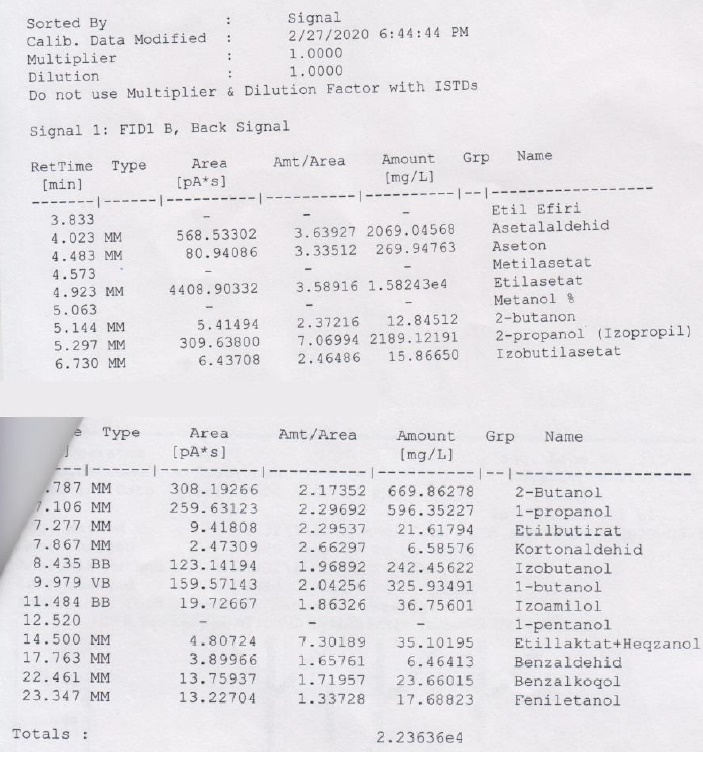
In the annex #2 and 3 place results of operation hydroselection column in case cleaning food-grade ethanol from impurities. Annex #2 is chromatographic analysis of column bottom. As result – we removed all range of impurities from ethers to fusel.
Annex #3 is chromatogram of impurity concentrate that removed from the process.
Base of the similar physical fermentation processes of wine and ethanol food grade, we can safely assume that all the aromas of wine will be concentrated in the top part of the hydroselection column. The solution to add fraction with aroma and alcohol concentration to the wine will allows saving a bouquet of the taste of the original product.
Example of unit parameters with capacity 1000 litter per hour:
Beer column:
Option#1: full de-alcoholization: diameter - 0.4m, high – 5m, number of distillation trays – 12pcs;
Option#2: de-alcoholization: diameter - 0.4m, high – 3m, number of distillation trays – 5pcs.
Hydroselection column:
Parameters: diameter - 0.4m, high – 6m, number of distillation trays – 14pcs;
Steam consumption of distillation unit – 200kg/hr.
The volume of aroma concentrate is about 5 l/hr.
As additional, our company can supply the distillation unit for food grade ethanol for production.
Flow Diagram of Dealcoholisation Process

Annex #2. The chromatographic analysis of column bottom.

Annex #3. The chromatogram of impurity concentrate that removed from the process.